
Dynte is competent to provide complete solutions for Rail Welding Vehicles
Rail as a mode of communication in any country has a high effect on the economical development in the country. Length of railroad, intensity of freight traffic and outside temperature in which the intensity of traffic moves gives rise to new technologies to be factored in for welding of Rails which can withstand the traffic density as well as the outside extreme temperatures of heat and cold.
Advantages of continuous rails are the following
Dynte is capable of undertaking and deploying different movable Rail welding machines which are essential for high speed tracks and heavy haul tracks, to achieve safety of their transportation service. These shall be highly reliable rail welds most required for the safety of railways. There are four welding methods used for rails presently in the world, such as (1) flash-butt welding, (2) gas-pressure welding, (3) thermite welding, and (4) enclosed-arc welding.
Dynte Movable Electric Welding Vehicles is basically a truck-based system, it is highly flexible and self-propelled and can move from one job site to the next within a short time.
Advantages of Dynte Welding Vehicles:
The technology in general is described in works [17-21]. The thermite used for rails' welding is made from iron dross - steel-rolling industry wastes and metallic aluminum. It is crushed to get grains of 0.1-2.5 mm size. Primary aluminum has to contain no less than 98-99 % of pure aluminum. Before being crushed the iron dross has to be well burnt in order to remove moisture and oil from it. The dust from crushed dross and aluminum is removed by a separator. Chemical constituent of the dross differs. The less silicon dross contains, the better it fits for the production of welding thermite. Oxygen content in the dross should not be less than 25%. Iron and oxygen can form three oxides: FeO, Fe2O3 and Fe3O4. Under the normal conditions components of the thermic mixture do not interact, but if the mixture is heated up to 1100- 1200 °C the reaction starts between its components. As the result of this reaction metallic aluminum oxidizes and turns into aluminum oxide and iron dross reduces to iron. The reaction is spontaneous and uncontrollable and it proceeds with the release of a big amount of heat. Thermite mixture contains by weight 23.7 % of aluminum and 76.3% of dross. 1 kg of thermite mixture releases 3188.22 kJ of heat during its combustion, which produces the temperature of heated metal about (2700-3000) °С.
The dross and aluminum might contain different impurities. That's why the percent of aluminum and dross content in thermite mixture is calculated taking into account the purity of aluminum and content of oxygen in the dross. Practice of thermite welding has shown that the dross content in thermite mixture has to be 7-8% higher than calculated content value. In that case thermite metal is denser and is welding with rail's metal much better. For the more effective use of the heat released in reaction and for increase of metal fall, little pieces of steel, which are nail industry waste, are added to the thermite mixture. The steel, when it is melted, increases metal fall and decreases the initial temperature of thermite reaction products. This waste (called cuttings) is added to the thermite mixture at the rate of 12 to 20% of the weight of assumed thermite metal fall depending on the weight of the thermite portion. Ferroalloys, mostly ferromanganese, ferrosilicon, ferromolybdenum, ferrotitanium, ferrovanadium, are added to the thermite mixture to improve mechanical properties of the metal. Ferroalloys enable the thermite metal with mechanical properties close to mechanical properties of the metal of welded rails. Therefore, the chemical constituent of the metal occurring from thermite mixture is very far from the constituent of welded rails' steel with all that it implies. Besides, the thermite itself is a source of oxides, both - exogenous (unreacted iron oxide) and endogenous (generated in oxidation-reduction reactions). Also it should be pointed out that slug inclusions and gases generated in reactions do not always have time to float from the reaction zone. As the result, the welding zone is contaminated with non-metallic oxide inclusions and micropores which are the centers of crack initiation. At the present time thermite fusion welding method might be applied for rails welding. In this method from all the thermite reaction products only liquid metal with no slag is used which increases the quality. However, ATRW produces joints with casting processes during which there is a possibility of formation of non-metallic inclusions, pores, caverns, bleeds, slag inclusions, internals cracks and micropores. Huge problems might occur when using ATRW in winter periods. At low temperatures the cooling speed increases, for which cause crystallization of weld pool molten metal also increases. As a result, evolved gases and slag particles don't have enough time to float and fill the metal with pores and slag inclusions. Increased level of heat removal from heated metal and increase of gas content in it enable crack formation in the weld and weld-affected zone. If storage regulations are not observed there might be some moisture in materials leading to saturation of weld with hydrogen. The paper [22] shows the results of operational tests for weld joints welded with the use of different technologies. It is shown that the main operation influencing the generating of needed structure and ensuring required quality of weld is a preheat cycle. Experiments proved that if the preheat is not enough or if the temperature of the environment is low then temperature of rails' ends decreases rapidly leading to increase of cooling speed of metal in weld and weld-affected zone. It gives rise to hardening structures, embrittlement and formation of microcracks. So, when rails are welded at the ambient temperature 15 o c cooling speeds on the peripheral area of the rail base are almost twice higher than at the top of the rail.
There are various different rail welding techniques, Dynte automatic electric rail flash-butt welding process is particularly fast and produces highly accurate, high-quality, clean and well documented welds. Dynte offers an on/off-track truck, it is a container module that can be mounted on a carrying vehicle. The Dynte flash-butt welding robot produces consistently high welding quality in the shortest possible time in an automated environment.
The Process of DYNTE Flash-butt Welding Robot.
(1) Feature
This welding is completely automated and is used worldwide as a welding method that provides high quality and high productivity. A plant flash-butt welder is equipped with a transformer having a large capacity and a large hydraulic system. A mobile flash-butt welder, a miniaturized lightweight type of welder, is also used overseas.
(2) Welding process
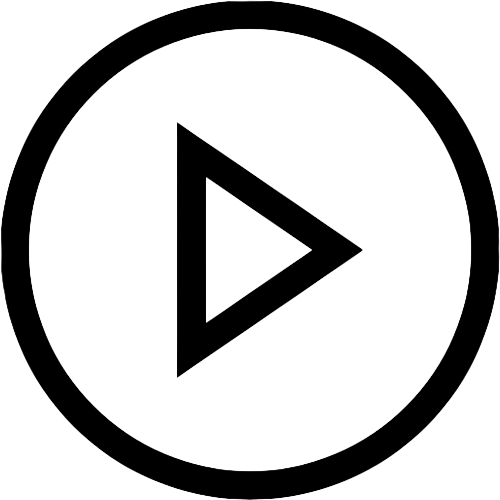
This is a welding method wherein a voltage is applied across the end faces of the rails butted to each other so that an electric dis- charge is produced in succession through local contact, thereby heating and melting the end faces of rails. When the faces are com- pleted converted into a molten state, the rails are pressurized toward each other (upsetting), and both ends are pressure-welded. Figure 2 shows the welding process. The entire welding process consists of a preheating process, flashing process, upsetting process, and trim- ming process. In Photo 1, the flashing process is shown.
Preheating process: This process is employed in plant flash-butt welders equipped with a transformer of a large capacity, wherein the entire end faces of both the rails are short-circuited with each other, and a very high current is made to flow via electrodes. As a result, the temperature increases at the weld section, and thereby, in the subsequent process of flashing, the time required for both the end faces to transform entirely into a molten state can be reduced.
Flashing process: Rails with a voltage applied across the end faces are made to approach each other at a programmed speed, and local electric arc discharges are repeatedly produced between the rail end faces; these discharges melt and preheat the rail end faces. Drops of molten rails are emitted outward by an electro-magnetic force. The rail end portions in the neighborhood of welding are heated to a high temperature by heat conduction in the longitudinal direction of rails. When the entire end faces are completely melted, upsetting is applied. The rate of approach of the rail end faces is 0.1- 2.5 mm/s, and the length of the rail loss at the ends of both the rails is 10-20 mm per rail. In the case of mobile flash-butt welding, since there is no preheating process, the flashing time is set longer in or- der for the end faces to melt completely. There are two sequences of preheating and flashing. In one, preheating is carried out first, and in the other, flashing is separated into stages and preheating is carried out in-between.
Upsetting process: Rails are pressure-welded by a load applied to the end faces of the rails. Molten steel is discharged outward; the end portions near the end faces, which have been heated to a very high temperature, undergo plastic deformation, and a bulge is formed. The unit pressurizing load is approximately 70 MPa, and the total pressurizing load is 500-600 kN in the case of JIS 60-kg rail (unit weight: 60 kg/m). Upon upsetting, the rail shrinks by 15- 25 mm. Trimming process: The bulge produced at the weld section is re- moved in the hot state by a hydraulically operated trimmer equipped with a rail-profiled blade.
(3) Welding time
The welding time is 1.5-4 min. (4) Equipment
The equipment consists of a transformer and electrodes, a pressurizing apparatus, and a hydraulic trimming apparatus. When classified according to the voltage waveform, there are two types of equipment used: one is of the AC type, and the other is of the DC type and is equipped with a rectifying circuit.3) Recently, a DC-type flash-butt welder has mainly been employed for plant welding, whereas an AC-type welder has mainly been used as a mobile flash- butt welder. In the case of the AC-type equipment, the electric arc discharge is halted during the periods of voltage changeover from positive to negative and vice versa. In contrast, in the case of the DC-type equipment, continuous discharging is possible; therefore, it is considered that higher stability is obtained in the flashing process by using a DC-type welder. The miniaturization of a welder by us- ing the DC-type equipment is difficult as the welder requires a rectifying circuit; therefore, the application of the DC-type equipment to a mobile flash-butt welder is difficult.
Further, in plant welding that does not have sufficient transform- er capacity, and/or in mobile flash-butt welding, in order to obtain efficient heating, certain welders employ an AC pulse flash method where short-circuiting and flashing are repeated between both end faces cyclically in a very short time of one cycle.
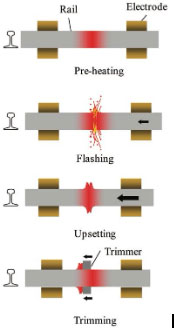
Macro-structure: In the weld section, there are two regions. One is the region where the rail material is heated completely up to an austenite temperature region (dark part) by welding, and the other is the region where the rail material is heated to above the A1 point (approximately 720°C) and to a two-phase region (white part) that exists on both sides of the abovementioned region. These two re- gions are collectively termed as the heat affected zone (HAZ). The width of the HAZ is approximately 30-45 mm.
Hardness distribution: The hardness at the center of the weld
section and in its neighbourhood is less than the base material hard- ness of approximately HV390 by approximately HV20. In order to obtain the hardness level equivalent to the base metal level, and de- pending on the rail steel, some railway companies apply accelerated cooling by means of blowing compressed air to the weld section. Further, at both sides of the HAZ, hardness is reduced; therefore, these zones are called the softened zone.
(6)Latest technical trend
Whenever a train passes over a turnout, a rail is subjected to a strong shock exerted by wheels; therefore, a material having excel- lent shock resistance is used. At a crossing, which is a vital part of a turnout, high manganese austenitic cast steel is often used. The welding of this material and the rail steel is difficult. Therefore, as a countermeasure, the manganese crossing rail is welded to stainless steel by flash-butt welding in the first stage, and then, the stainless steel is welded to the rail steel. This technology is practically employed.
Further, overseas, the application of flash-butt welding to repairing rails is being attempted. Usually, when a rail or a weld section has a certain kind of damage, several meters of the rail including the damaged portion is replaced with a new rail, and both ends of the new rail are welded to the existing rails. Aimed at shortening the repair work time, a technology is being developed for repairing the damage on the surface of a rail head without replacing the rail. Flash-butt welding is applied from above to a steel piece that fits a V-shaped groove, removing the damage on a rail head surface.5) With this method, the repair work time can be significantly reduced.